
Black Belt -projektiesimerkki (DMAIC): Saapuvan tavaran läpimenoajan nopeuttaminen Lean Six Sigma -menetelmillä
Tämä projekti toteutettiin osana Lean Six Sigma Black Belt -koulutusta.
Lue, miten Lean Six Sigma -menetelmät auttavat tehostamaan prosesseja ja lyhentämään läpimenoaikoja, samalla kun hankit käytännön taitoja Black Belt -sertifikaattia varten.
🔎 Tulokset lyhyesti
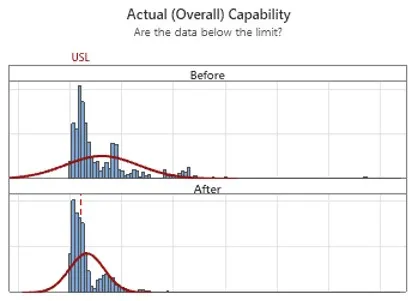
- Läpimenoaika: 20,7 h → ~10 h (–50 %)
- Keskihajonta: 23,9 h → merkittävästi pienempi
- Päivittäinen rivimäärä: 1000 → 1700 riviä/päivä
- Käytetyt työkalut: DMAIC, prosessikartoitus, juurisyyanalyysi, vakiointi, eräkokojen optimointi
- Projektin toteutti: Black Belt -osallistuja (todellinen harjoitusprojekti)
Tämä on projektiesimerkki prosessin parannuksesta logistiikka-alalla. Projekti on toteutettu käyttäen Lean Six Sigma -projektin hallintametodiikkaa, ns. DMAIC. Jos olet kiinnostunut oppimaan prosessin parannusta ja tekemään vastaavanlaisia projekteja, tutustu Lean Six Sigma koulutuksiin: Lean Six Sigma -koulutukset.

1. Define – Lähtötilanne: Saapuvan tavaran prosessin vaihtelu ja tehottomuus
Organisaatio halusi tehostaa saapuvan tavaran vastaanottoprosessia, jossa oli useita manuaalisia, epäjohdonmukaisia työvaiheita.
Läpimenoajat vaihtelivat voimakkaasti, mikä aiheutti:
- viivästyksiä varastonhallinnassa
- kuormitushuippuja
- heikompaa palvelutasoa sisäisille ja ulkoisille asiakkaille
2. Measure – Suorituskyvyn mittaaminen: 20,7 tunnin läpimenoaika
Uuden mittausjärjestelmän avulla saatiin ensimmäistä kertaa tarkkaa dataa:
- Keskimääräinen läpimenoaika: 20,7 h
- Keskihajonta: 23,9 h → erittäin suuri vaihtelu
- Suorituskyky riippui toimittajasta, työvuorosta ja eräkoosta
- Prosessissa oli huomattava määrä hukkaa (odotusta, siirtoja, valmistelua)
Projektin alkuvaiheessa rakennettiin reaaliaikainen läpimenoajan näkymä, joka mahdollisti kehitysten todentamisen ja poikkeamien nopeamman tunnistamisen.
3. Analyze – Juurisyyanalyysi
Keskeisiksi juurisyiksi tunnistettiin:
- Standardoinnin puute → työntekijäkohtainen vaihtelu
- Liian suuret eräkoot → tavara ei virrannut prosessin läpi
- Vastaanottoasemien puuttuminen → jokainen työvuoro loi asemansa uudelleen
- Toimittajakohtaiset erot → vaikeuttivat prosessin vakiointia
- Hukkaa eri työvaiheissa (odotus, siirtely, ylimääräinen liike)
Juurisyyt osoittivat, että ongelmat johtuivat enemmän rakenteellisesta vaihtelusta kuin yksittäisistä virheistä.
4. Improve – Toteutetut parannustoimenpiteet
Projektin aikana toteutettiin useita merkittäviä muutoksia:
🔧 Rakenteelliset ja prosessimuutokset
- Vastaanottoprosessin uudelleensuunnittelu hukkalajien vähentämiseksi
- Vakioidut vastaanottoasemat, jotka poistivat vaihtelevat aloitukset
- Eräkokojen pienentäminen → nopeampi virtaus
- Limittäiset työvaiheet (vastaanotto + hyllytys samanaikaisesti)
- Selkeä visuaalinen ohjaus työn sujuvoittamiseksi
🧪 Pilotointi
Pilottiprojektissa testattiin uusi toimintamalli ja kerättiin käyttäjäpalautetta. Tulokset osoittivat, että muutos vähensi sekä läpimenoaikaa että vaihtelua.
5. Control – Tulokset ja toimintamallin vakiointi
Projektin lopputuloksena:
- Läpimenoaika puolitettiin (20,7 h → ~10 h)
- Päivittäinen rivimäärä kasvoi 1000 → 1700
- Vaihtelu pieneni selvästi, mikä paransi ennustettavuutta
- 7 tunnin tavoitetaso ei täysin standardoitunut lisääntyneen volyymin ja toimittajakohtaisten erojen vuoksi
Jatkuvan parantamisen varmistamiseksi käyttöön otettiin:
- päivittäiset tiimipalaverit
- reaaliaikainen visuaalinen seuranta
- toimittajayhteistyön vahvistaminen
- koko tiimin osallistaminen poikkeamien ratkaisuun
6. Projektin opit
🎯 Mittaus on välttämätöntä
Ilman luotettavaa mittausjärjestelmää parannuksia ei voitu ohjata.
📏 Standardointi tuottaa pysyviä tuloksia
Vakioidut työmenetelmät olivat kehityksen tärkein yksittäinen mahdollistaja.
👥 Muutoksenhallinta ratkaisee onnistumisen
Alkuvaiheen suorituskyvyn nousua seurasi notkahdus → henkilöstön tuki ja kommunikaatio ovat kriittisiä.
🔗 Toimittajayhteistyö tukee prosessin tasaisuutta
Vaihtelu väheni huomattavasti, kun toimittajakäytäntöjä yhtenäistettiin.
7. Kiinnostuitko vastaavista tuloksista omassa organisaatiossasi?
Tämä projekti oli Lean Six Sigma Black Belt -koulutuksen harjoitusprojekti, jonka osallistuja teki osana koulutusta ja sai projektin päätyttyä Black Belt -sertifikaatin.
Jos olet kiinnostunut oppimaan, miten parantaa prosesseja Leanin ja Six Sigman avulla, ja hankkimaan samalla Black Belt -sertifikaatin, tutustu koulutukseen linkissä: Black Belt -koulutus.